
铸造用包芯线
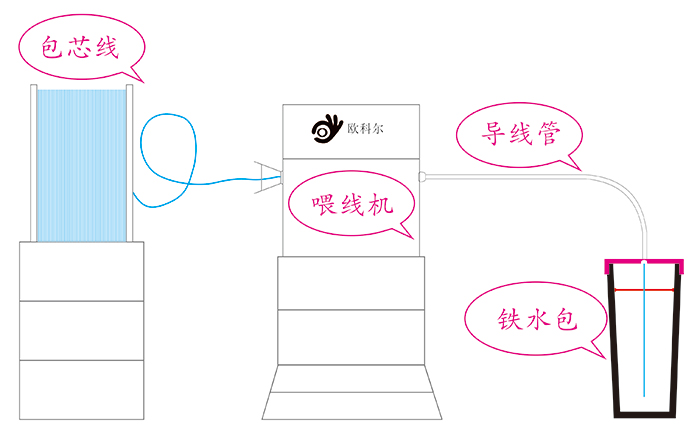
喂丝工艺的工作原理:
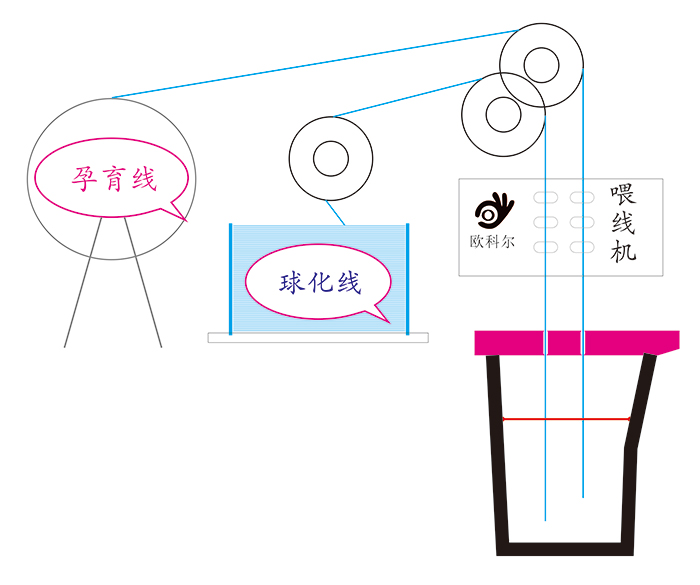
喂丝工艺是通过喂线机将包有合金元素的包芯线连续不断的投送到球化包底部。因为高温铁液的作用,包芯线芯皮被熔化内部芯料随即与铁液接触反应。通过改变包芯线内部的芯料成份,即可进行球化、蠕化、孕育、脱氧等多方面的处理。
芯料直径:
13mm(±0.6mm),铁皮厚度:0.35-0.45mm,芯料:210-280g/m
标准粒度:
包芯线内部粉料,0-2.5mm,其中0.2-2mm含量>80%
包装:
包芯线卷宽度600mm,每捆1-1.3吨,打捆后包裹塑料防潮膜,外层编织袋吨包。
包芯线技术指标:
| 牌号 | 化学成分(CHEMICAL COMPOSITION)% | |||||||
| No. | Mg | Re | Ca | Si | AL | Ba | Sb | Fe |
| 1 | 15-20 | 0.5-4 | 2-5 | 43-48 | ≤1.0 | 适量 | balance | |
| 2 | 20-24 | 1-4 | 2-5 | 43-48 | ≤1.0 | 适量 | balance | |
| 3 | 24-28 | 1-4 | 1-5 | 43-48 | ≤1.0 | 适量 | balance | |
| 4 | 28-32 | 1-5 | 2-5 | 43-48 | ≤1.0 | 适量 | balance | |
| 5 | 22-26 | 1-5 | 2-5 | 35-44 | ≤1.5 | 适量 | 2-5 | balance |
| 6 | 26-32 | 1-5 | 2-5 | 35-44 | ≤1.5 | 适量 | 2-5 | balance |
| 7 | 4-13 | 7-15 | 1-5 | 42-46 | ≤1.0 | 适量 | balance | |
| 8 | 0.5-2.5 | 68-72 | ≤2.0 | 4-8 | balance | |||
喂丝球化的工艺特点:
1.喂丝球化合金加入量相对传统球化剂加入量更少,减少球化处理成本。
2.增硅比传统冲入法球化剂可以减少20-50%,增加了回炉料或铁屑的用量,利于生产控制降低生产成本。
3.与传统冲入法相比,球化过程降温减少,降低了熔炼、孕育等各环节成本控制。
4.与传统冲入法相比,简化了球化过程人为参与,定量精准且更省时省力。便于产品质量稳定。
5.与传统冲入法相比,球化过程中对镁光、烟尘等可进行有效控制,降低球化过程中的环境污染。
6.喂丝球化可以细化石墨球,使石墨分布更均匀,提高球铁的综合性能。
喂丝球化的控制要点:
1.根据不同的生产条件,调整包芯线供给速度。过快或者过慢的喂丝速度都不能保证球化反应的良好进行。喂丝速度应该考虑包芯线的具体含量、包内铁水的质量、铁水的高度、铁水的温度等因素。
2.包芯线投入的速度参考标准,应该以包芯线表面钢带插入距离球化包底部(0.1-0.2米处)刚好熔化为佳。速度过快则容易触及包底导致投入量出现偏差,过慢则容易导致包芯线在铁水中上部反应造成内部芯料吸收率降低。
3.球化包在喂丝球化工艺中同样扮演重要角色。推荐喂丝工艺过程中,球化包的高度H与内径Φ之比≥1.8。 球化包内的铁水液面高度应大于0.3米。
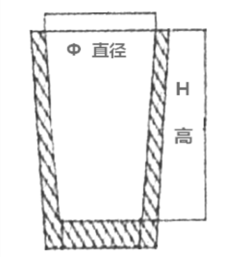
球化包高径比≥1.8
